Equipment Brochure
View the latest Duravant equipment brochure.
Services

View latest Duravant Lifecycle Services brochure.
Company

Explore the latest Duravant brochure.
Solutions
Explore end-to-end automation solutions that increase efficiency, improve quality, and help businesses thrive.

Markets
Learn how we serve industries worldwide with automation expertise tailored to the unique needs of each market.

Our Brands
Explore Duravant’s family of operating companies, united by expertise, shared values, and integrated solutions
View the latest Duravant equipment brochure.
Services
Access a global network of experts delivering full lifecycle support, from installation to optimization.
View latest Duravant Lifecycle Services brochure.
Company
Learn how Duravant unites world-class brands and people to keep essential goods moving smarter, faster, and more reliably.
Explore the latest Duravant brochure.

Fresh and processed produce operations rely on Duravant to perfect nature’s work.
We transform the unpredictable nature of harvest into the consistent, market-ready quality consumers expect through complete end-to-end automation.
Whether you’re processing fresh fruits and vegetables, or creating frozen, canned, or prepared products, every step is engineered for gentle handling, accurate sorting, and quality preservation that make produce operations profitable. Our breakthrough technology retains quality from the moment produce enters your facility through final packaging. Because when it comes to processing fruits and vegetables, every stage matters, and our automation ensures excellence at each one.
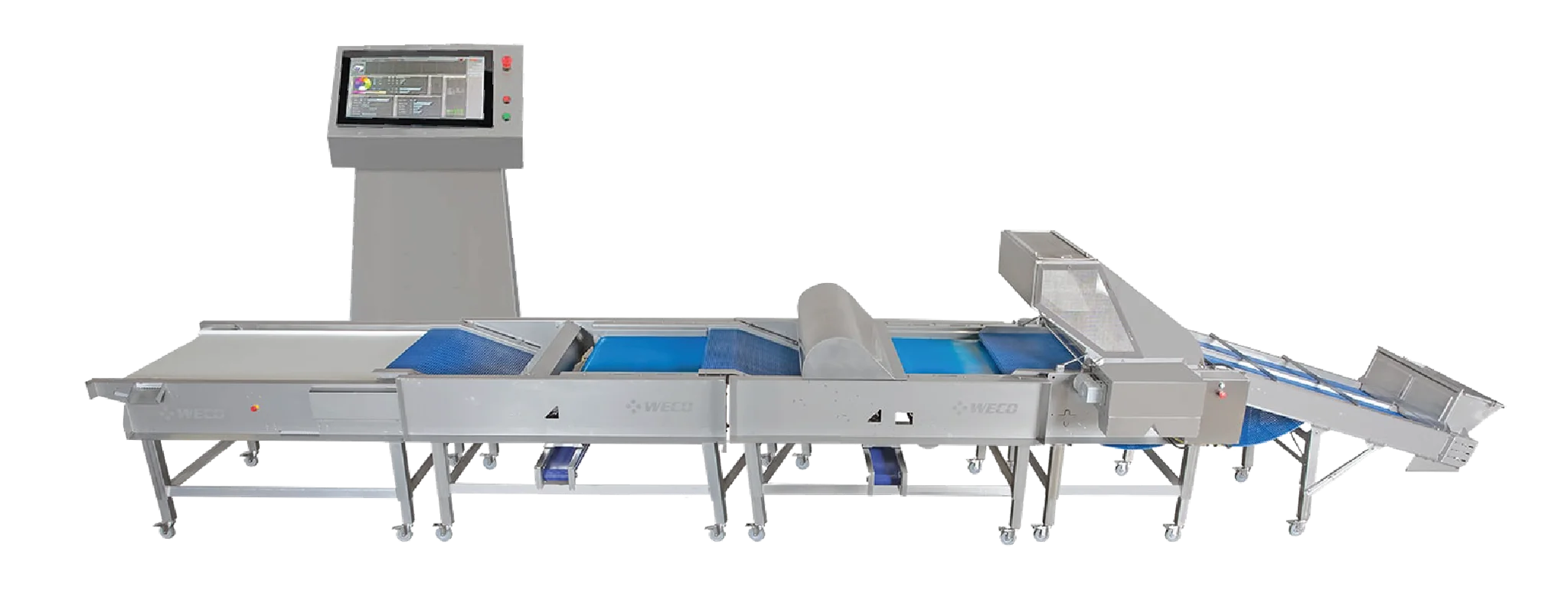
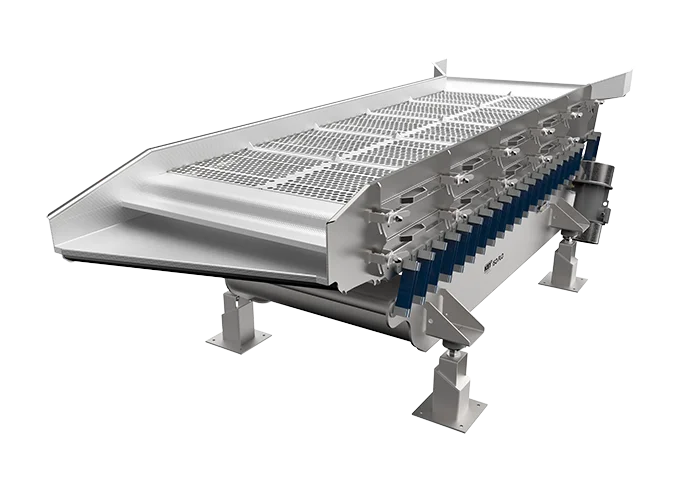
From WECO’s agri-food optical sorting and moisture monitoring to Multiscan’s sorting and X-ray inspection, with Key’s processed foods vibratory conveying, our solutions deliver accurate sorting, gentle handling, and quality preservation essential for fresh and processed produce operations.
WECO provides advanced optical color and defect sorting technology for crops, including berries, nuts, vegetables, and other foods, ensuring high output and maximum efficiency.

Multiscan specializes in 360-degree product inspection using advanced machine vision technologies for detecting defects, foreign materials and quality variations in food products.


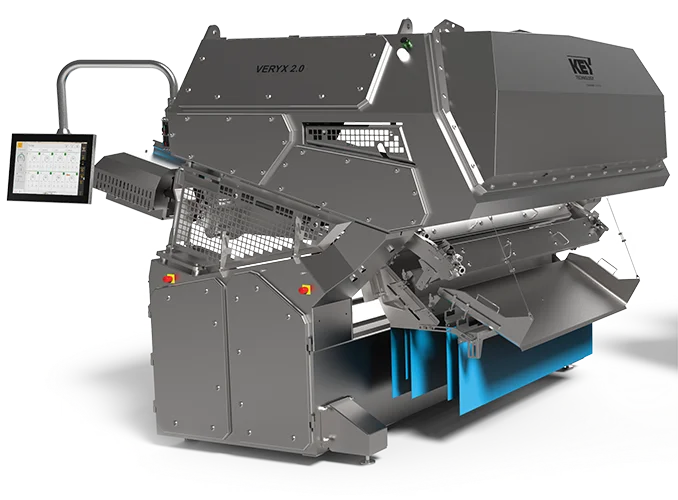
Key Technology delivers precise digital sorting with VERYX and COMPASS platforms that maximize yield and quality while providing real-time data analytics for continuous process optimization.
Multiscan X-ray systems combine precise detection, high efficiency, and reliable performance—protecting food quality and safety while maximizing processor yield.

Key's tailored food handling systems move, align and distribute food products efficiently along high throughput processing lines with precise control, improving efficiency and maximizing yield.
WECO’s moisture monitoring systems provide precise, real-time control over product moisture, ensuring consistent quality, reducing waste, and maximizing efficiency.

Our systems preserve freshness, extend shelf-life, and reduce waste in produce packaging. nVenia’s weighing, filling, shrink bundling, case packing, and robotic palletizing, with Pattyn’s bag-in-box solutions and Wulftec’s stretch wrapping, deliver integrated performance for produce operations.

From net weigh scales and multihead weighers to industrial sewing systems and sealers, nVenia provides solutions that ensure accuracy and integrity in every package.

nVenia's rotary bagger and multiweighing technologies provide accurate weighing, filling and sealing of premade flat or stand-up pouches, ensuring efficient and quality packaging.


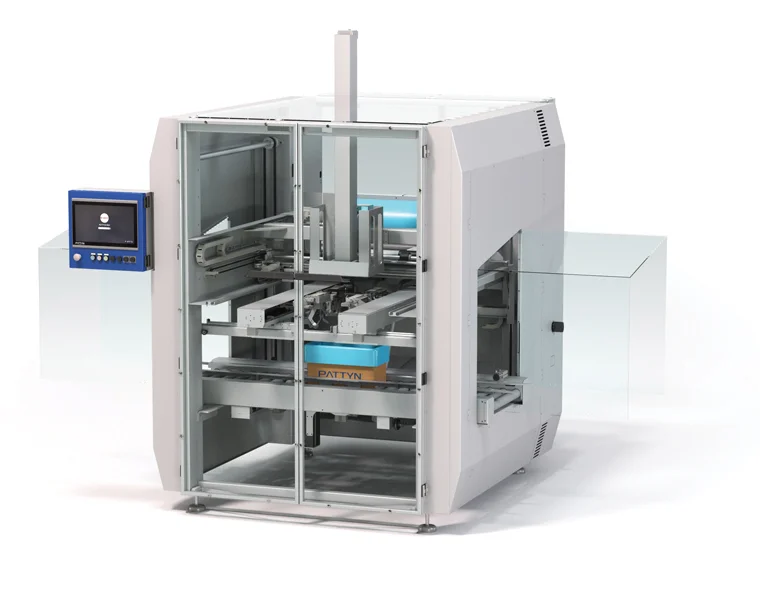
Pattyn’s bag-in-box systems combine turnkey automation with specialized 3D vision and robotics, handling everything from case erecting and bag inserting to filling, sealing, and end-of-line packaging for high-volume operations.
nVenia’s ARPAC bundling and multi-packing equipment provide automated solutions that efficiently and securely package products while ensuring high-quality brand and product presentation.

nVenia integrates ARPAC case and tray erecting, product loading, and cartoning equipment into turnkey secondary packaging lines that reduce labor costs and boost production output.

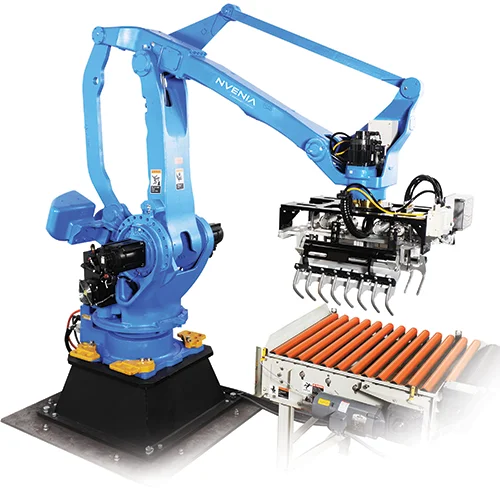
Engineered for durability, flexibility, and safety, nVenia’s fit-for-purpose robotic palletizing solutions help overcome labor challenges while maximizing efficiency.

With semi-automatic and fully automatic options, Wulftec stretch wrappers provide robust, fully customizable solutions for secure product containment and pallet handling.

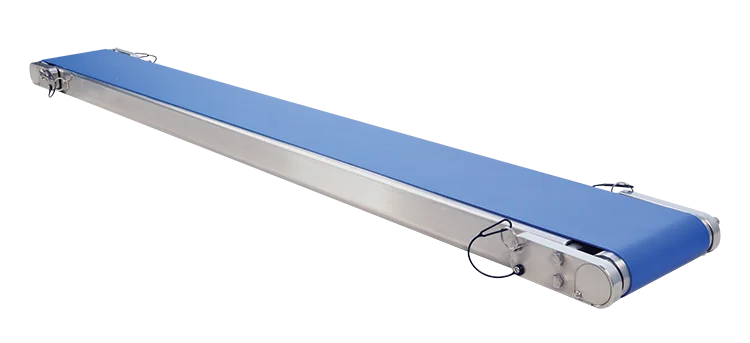
Gentle handling and hygienic design are delivered by QC Conveyors’ sanitary conveyors and FMH’s flexible conveyor systems, maintaining quality and extending shelf-life in high-speed fruit and vegetable operations.

QC’s HYDROCLEAN conveyors feature a configurable design and hold NSF and BISSC certifications, guaranteeing compliance with the highest sanitation standards in food, beverage, and pharmaceutical environments.

FMH Conveyors builds highly durable, versatile, and reliable flexible gravity and powered roller conveyors that easily adapt to evolving production requirements.


As your end-to-end automation partner, we listen and solve, innovate and support — so that nothing stands in your way.
As your end-to-end automation partner, we listen and solve, innovate and support — so that nothing stands in your way.